In a joint project, MAPAL and machine manufacturer bavius have developed and produced a sample component for the aviation industry.
Proudly presenting the finished sample component in front of the AeroCell 160 | 400 (from left): Jens Ilg (Business Development, Aerospace & Composites MAPAL), Alexander Follenweider (Component Manager Aerospace & Composites MAPAL), Stefan Diem (application engineer bavius) and Dominik Merz (Director Global Sales bavius). In the foreground is the fixture used for clamping.
(Source: MAPAL Dr. Kress SE & Co. KG)
The aluminium component, measuring approximately three by one metres (approx. 9.8 by 3.3 ft), is based on a real rear spar from aircraft construction, but has been enhanced with a wide range of additional demanding applications. In addition to its complexity, the short machining time of ten hours is impressive, based on the productivity of the bavius AeroCell and MAPAL’s specialised tools for aluminium machining.
bavius technologie gmbh, based in Baienfurt (Germany), specialises in high speed volumetric machining of structural aluminium components, as typically required in the aerospace sector for wings and fuselages. bavius, formerly Handtmann A-Punkt Automation, has operated as an independent, family owned company since 2017 and focuses on two product lines: profile machining centres and horizontal machining centres with the AeroCell series. With around 120 employees, bavius generates more than 80 percent of its revenue in the aerospace industry. As OEMs or suppliers, its customers produce components for commercial and military applications. Components for satellites or rockets such as Ariane 6 are also manufactured on these machines.
Made entirely in Germany
Most of bavius machines are located in Europe, with other strong markets in North America and Asia. The machine manufacturer operates its own subsidiary in the United States, but production for the global market takes place exclusively in Baienfurt in two climate controlled halls with a production area of around 10,000 square metres (approx. 107,600 sq ft).
A particular strength of bavius five axis machining centres is their exceptional dynamics, delivering high productivity in high speed machining. To extract maximum performance from the machines, bavius manufactures its own milling heads. The flagship of the product line is the bavius AeroCell 160 I 400 with a spindle power of 140 kW and a maximum speed of 30,000 revolutions per minute. The 140 kW is already achieved at 18,000 revolutions, meaning maximum power is available across a wide speed range. “If we do something, we want to do it excellently, and with our AeroCell 160 I 400 we are technologically leading worldwide,” assures Dominik Merz, Director Global Sales at bavius.
More than 90 percent chips
The rear spar was selected as a sample component because it fits very well on the machine with its table height of 1.6 metres (approx. 5.25 ft) and width of 4 metres (approx. 13.1 ft). This rear spar is a typical structural component in aircraft wings. Between the rear spar and the front spar run ribs arranged at right angles to the spars. These structural components define the geometry of the wing, with the outer skin riveted onto them. The finished component made of aircraft grade aluminium 7075 measures exactly 2977 x 748 mm (approx. 117.2 x 29.4 in). Typical of aircraft parts is the flat shape with a height of 138 mm (approx. 5.4 in). From an initial weight of over one tonne, only 70.61 kg (approx. 155.7 lb) remains after machining, a ratio that is not unusual in the aerospace sector.
For legal reasons alone, bavius and MAPAL could not use a real component from an aircraft manufacturer for machining. However, this gave those responsible the freedom to adapt the design to include a wide range of additional applications. As a result, the demonstration object is far more complex than any real rear spar and includes applications not necessarily associated with this component but potentially required in others. “A customer familiar with structural components who sees our part recognises themselves in it and finds features also present in their own components,” explains Dominik Merz.
Machining in Baienfurt was carried out in two setups. Setup one used low clamp tension, while setup two ensured secure holding using vacuum technology. At first glance, the front side appears simpler than it actually is. The surface is not flat but slightly convex over a radius of 9.5 metres (approx. 31.2 ft). This means the component cannot simply be face milled but requires five axis machining. For roughing and finishing, MAPAL used the NeoMill-Alu-QBig with a diameter of 50 mm (approx. 2.0 in) and the OptiMill-Alu-Wave with a diameter of 25 mm (approx. 1.0 in). A PCD special milling cutter was used for the surface finish.
Pockets in every shape
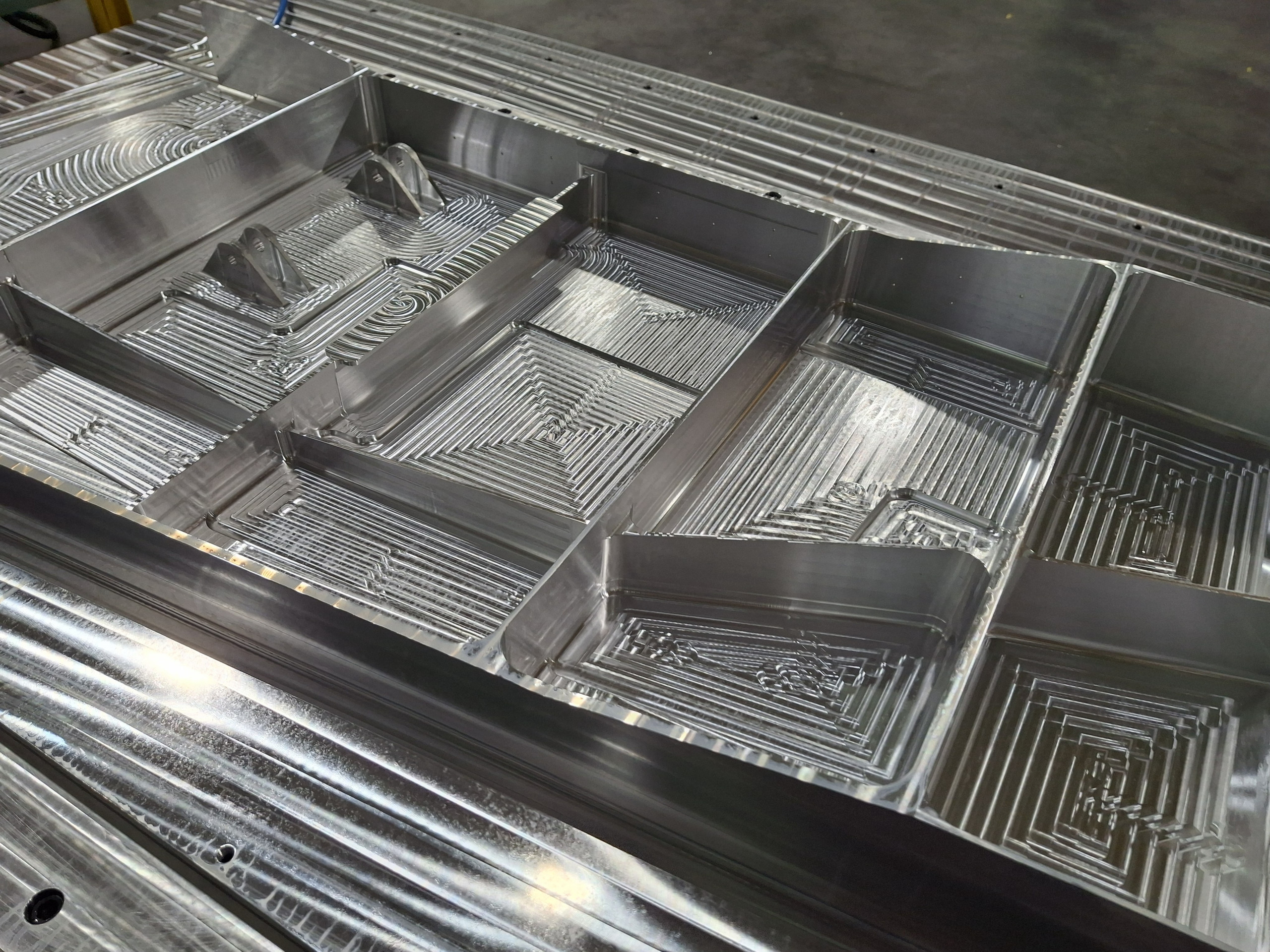
The challenges of the sample component include, above all, pockets in various shapes. Some special features were also incorporated, such as lugs with holes or a T stiffener (top left in the image).
(Source: MAPAL Dr. Kress SE & Co. KG )
Machining the rear side proved particularly demanding, as it is divided into nine different sections, each with specific applications. Like any rear spar, the sample component features many pockets, here designed in every conceivable shape: rectangular, triangular, round, open, closed, some with inclined or curved bases. The ribs are very thin, and most walls are inclined. The pockets have depths of up to 137 mm (approx. 5.4 in).
Date: 08.12.2025
Naturally, we always handle your personal data responsibly. Any personal data we receive from you is processed in accordance with applicable data protection legislation. For detailed information please see our privacy policy.
Consent to the use of data for promotional purposes
I hereby consent to Vogel Communications Group GmbH & Co. KG, Max-Planck-Str. 7-9, 97082 Würzburg including any affiliated companies according to §§ 15 et seq. AktG (hereafter: Vogel Communications Group) using my e-mail address to send editorial newsletters. A list of all affiliated companies can be found here
Newsletter content may include all products and services of any companies mentioned above, including for example specialist journals and books, events and fairs as well as event-related products and services, print and digital media offers and services such as additional (editorial) newsletters, raffles, lead campaigns, market research both online and offline, specialist webportals and e-learning offers. In case my personal telephone number has also been collected, it may be used for offers of aforementioned products, for services of the companies mentioned above, and market research purposes.
Additionally, my consent also includes the processing of my email address and telephone number for data matching for marketing purposes with select advertising partners such as LinkedIn, Google, and Meta. For this, Vogel Communications Group may transmit said data in hashed form to the advertising partners who then use said data to determine whether I am also a member of the mentioned advertising partner portals. Vogel Communications Group uses this feature for the purposes of re-targeting (up-selling, cross-selling, and customer loyalty), generating so-called look-alike audiences for acquisition of new customers, and as basis for exclusion for on-going advertising campaigns. Further information can be found in section “data matching for marketing purposes”.
In case I access protected data on Internet portals of Vogel Communications Group including any affiliated companies according to §§ 15 et seq. AktG, I need to provide further data in order to register for the access to such content. In return for this free access to editorial content, my data may be used in accordance with this consent for the purposes stated here. This does not apply to data matching for marketing purposes.
Right of revocation
I understand that I can revoke my consent at will. My revocation does not change the lawfulness of data processing that was conducted based on my consent leading up to my revocation. One option to declare my revocation is to use the contact form found at https://contact.vogel.de. In case I no longer wish to receive certain newsletters, I have subscribed to, I can also click on the unsubscribe link included at the end of a newsletter. Further information regarding my right of revocation and the implementation of it as well as the consequences of my revocation can be found in the data protection declaration, section editorial newsletter.
After pre machining with the NeoMill-Alu-QBig, an OptiMill-Alu-Wave in various lengths was used to clear the pockets. Semi finishing was carried out by a corner milling cutter specially modified for aerospace applications. Thanks to its geometry, the tool is particularly suitable for machining residual material in corners and for subsequent finishing of bases and walls. Its special core design ensures optimal stability in the machining process. To machine all areas efficiently, MAPAL specialists used the modified corner milling cutter in various diameters and lengths.
The rear spar was machined using around 20 different tools from MAPAL. Both special tools and standard tools with high performance cutting materials from MAPAL’s aluminium portfolio were used.
(Source: MAPAL Dr. Kress SE & Co. KG )
Efficiency was also a key factor in programming, as explained by component manager Alexander Follenweider: “We work with a zigzag strategy in climb and conventional milling to reduce travel paths. During machining, the strategy is continuously changed.” Despite high machining speeds, the aluminium must not be damaged, as overheating alters its properties.
The OptiMill-Alu-Wave was operated at 29,000 revolutions, a cutting depth of 48 mm (approx. 1.9 in) and a feed rate of 12 m/min (approx. 39.4 ft/min) at peak. The larger NeoMill-Alu-QBig achieved a feed rate of over 25 m/min (approx. 82.0 ft/min) at a cutting depth of 10 mm (approx. 0.4 in). In the first 55 minutes of machining the second setup alone, 425 kg (approx. 937 lb) of aluminium were removed, with peak chip volumes exceeding 14 litres per minute (approx. 3.7 gal/min). “These are outstanding values we achieved here, and we also produced very good surface finishes,” says Stefan Diem, application engineer at bavius.
Nothing is standard
The starting point for the project was customised programming and CAM simulation. The basis for a powerful and robust complete solution is the perfect interaction of machine, tool and process. This ensures that every detail is optimised for performance and reliability and that machining is designed for maximum productivity.
(Source: MAPAL Dr. Kress SE & Co. KG)
The various pockets are not the only challenges of the component. The holes on four lugs are only accessible with an angle head. Undercuts are required in other areas. A so called T stiffener, typical for structural components and used for reinforcement, is also present and machined with a PCD special tool. Drilling and reaming operations are also required in certain areas. “Nothing about our component is standard,” comments Dominik Merz, noting that there is practically no right angle anywhere. Such inclined designs, however, are typical in the aerospace sector.
Five of these rear spars were produced in Baienfurt for customer presentations and as eye catchers at trade fairs. Machining a single part takes almost exactly 10 hours, a result with which those involved in the project are highly satisfied. “On other machines, such a component often runs for 20 to 30 hours,” estimates Merz. Traditionally, structural components are machined on vertical gantry machines using large tools, typically cutter heads with diameters of 125 mm (approx. 4.9 in). Feed rates and speeds remain low. One disadvantage of this method is that chips remain on the surface and can cause scratches. In addition, heat is introduced into the component. Horizontal machining eliminates these issues. Combined with powerful tools that allow high cutting values, the dynamic AeroCell 160 I 400 with its extreme acceleration opens up entirely new possibilities.
Close collaboration
MAPAL and bavius have maintained a very intensive partnership for many years, from which both sides benefit. When MAPAL developed the NeoMill-Alu-QBig and OptiMill-Alu-Wave, prototypes of the new tools could already be tested and further optimised in Baienfurt. The tool manufacturer itself does not have similarly powerful machines in Aalen. Conversely, bavius also depends on innovative tools, as Stefan Diem explains: “For our premium machine, we need top tools from a supplier like MAPAL with its high volume cutters that push our machine to the limit. This cannot be achieved with universal tools, as we gain no insights.”
The solid carbide high volume milling cutter OptiMill-Alu-Wave from MAPAL was used for milling the pockets. It achieved peak chip volumes of nearly 12 litres per minute (approx. 3.2 gal/min). In the corners, it comes so close to the final geometry that finishing can be carried out directly without an intermediate step.
(Source: MAPAL Dr. Kress SE & Co. KG )
Together, the partners had already demonstrated what the AeroCell 160 can achieve two years ago. In test operation under overload, the solid carbide cutter OptiMill-Alu-Wave achieved chip volumes of up to 20 litres per minute (approx. 5.3 gal/min) in full slot milling in standard aluminium. The current peak value of 12 litres per minute (approx. 3.2 gal/min) on a component made of the higher strength AL 7075 is equally impressive.
“I greatly value the collaboration with MAPAL because communication is open and fair, and we always receive a solution,” emphasises Stefan Diem. For Jens Ilg, Business Development Aerospace and Composites at MAPAL, the joint success also has a personal dimension: “I get an optimal feel for our own products when I have used them under real conditions. I can then offer them to customers with the appropriate recommendations.”
:quality(80)/p7i.vogel.de/wcms/7a/62/7a6234d6f489a80a6a12867d77131ede/cadfem-blueprint-tal-berioli-mit-mo-1920x1079v1.jpeg "Blueprint Talk with (from left to right) Christoph Spranger, Yvonne Weitsch, Matteo Berioli and host Sarah Yvonne Elsser. (Source: CADFEM Germany GmbH / Nadine Wilhelm Fotografie)")
:quality(80)/p7i.vogel.de/wcms/96/b5/96b5f7f5f6c4fb4792a5ab32d0f80052/exercise-noble-jump-23-tank--engineer--infantry--medic-training---wisent-2-norwegian-army--2-1000x563v1.webp "FFG's Wisent 2 armoured recovery vehicle during Exercise Noble Jump 2023. Deutz plans to acquire the Flensburg-based defence specialist in its largest acquisition to date. (Photo: OR-2 Synne Nilsson, U.S. Army (Public Domain), via DVIDS/Wikimedia Commons)")
:quality(80)/p7i.vogel.de/wcms/df/82/df826148f35f20a976d6d249299f3580/advertorial-eviom-960x540-1672x940v1.png "(Quelle: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/01/d2/01d2f4973a407a7d3d0e2b6a24c8b97f/deutschlandfonds-877x493v1.jpeg "German Finance Minister Lars Klingbeil, Economy Minister Katherina Reiche and KfW CEO Stefan B. Wintels present Germany’s new state-backed investment framework, laying the financial groundwork for a new generation of DefenceTech startups. (Source: KfW/Thomas Meyer/Ostkreuz)")
:quality(80)/p7i.vogel.de/wcms/1c/af/1caf95af66a2c53008271adfd09af864/0132348702v1.jpeg "With its system solutions for the series production of drone components and electric drive systems, Grob supports manufacturers on their journey from prototype production to industrial series production. (Source: Grob-Werke)")
:quality(80)/p7i.vogel.de/wcms/b2/21/b2217f161496c7a48311130879b84933/0132412565v1.jpeg "EOS can rejoice, as the demand for engine systems from its customer Beehive Industries (one is seen in the picture) from the USA is rising as a result of global crises. Now there has been a nice order for 3D printers ... (Source: N. Leach-Proffer)")
:quality(80)/p7i.vogel.de/wcms/d2/bc/d2bc582469c6cc40185afadbdcfc1de1/kloeckner-20metals-20germany-20er-c3-b6ffnung-20h-c3-bcrth-20ambo-20stahl-20h-c3-bcrth-pressefoto005-4000x2249v1.jpeg "(Source: Kloeckner Metals Germany GmbH)")
:quality(80)/p7i.vogel.de/wcms/29/57/2957386c9f15d8ee16b07f95523834d5/cuby-5-deployment-20-28-c2-a9-20oliver-20ruf-20s4-20gmbh-20-20w-c3-bcrzburg-20-20-20credits-20spacex-20videostream-29-1920x1079v1.png "At the top left, CuBy-5 is being deployed from the container attached to the rocket. (Source: Oliver Ruf S4 GmbH Würzburg, credits: SpaceX videostream)")
:quality(80)/p7i.vogel.de/wcms/3f/46/3f467afcad036bbf7daa8c3c7a01ccb2/dsc00150-1920x1079v1.jpeg "Designed around a fully European supply chain and minimal logistical footprint, Reliant will now compete for major global contracts. (Source: Quantum-Systems GmbH)")
:quality(80)/p7i.vogel.de/wcms/ee/20/ee20c1cd9f46bf8913d18bd2fd2b6a52/0132412565v1.jpeg "EOS has reason to celebrate, as demand for the engine systems from its U.S. customer Beehive Industries (one of which is shown in the picture) is on the rise due to the global crises. Now the company has received a nice order for 3D printers. (Source: N. Leach-Proffer)")
:quality(80)/p7i.vogel.de/wcms/29/31/29316aba4f27ae1b93a8cb31104c6c1b/valkyrie-drone-2048x1151v1.jpeg "Kratos XQ 58A Valkyrie, a stealthy unmanned combat high subsonic UAV being integrated into European concepts for “loyal wingman” drones working alongside crewed jets, with Airbus as a key partner. (Source: Airbus Defence and Space GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/78/4978ff9dbea15de343a95232a4ef6924/0132290829v1.jpeg "Work on the travel motor glider \"Taifun 17 H₂\": Research associate Jan Hußlein, engineer Tom Wollin, dean Prof. Dr. Johannes Paulus, and master’s student Sebastian Stenger (from left to right) (Source: Eva Kaupp | THWS)")
:quality(80)/p7i.vogel.de/wcms/cf/d5/cfd5ef0e30297293527b9891ba134109/de-buch-ki-a5-260702-ebook-titel-lowres-874x492v1.jpeg "(Source: Vogel Communications Group GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/34/04/3404f9381a137f50c68b42dd76875da1/swi499-20--20ic-20image-3837x2160v1.jpeg "(Source: SWINDON SILICON SYSTEMS LTD)")
:quality(80)/p7i.vogel.de/wcms/28/9a/289aa7b22d6ee746edd407acf4113753/public-sector-and-defense-5120x2877v1.jpeg "(Source: Atos)")
:quality(80)/p7i.vogel.de/wcms/64/1d/641da1ecd6aa1147b21cb9a628bca55e/03-02-visuel-land-fullres-2026-07--prs-core-module-radio-b-2-1294x728v1.png "(Source: Thales)")
:quality(80)/p7i.vogel.de/wcms/04/3b/043bb9d3cac1b001c57ac67fe627baf2/jpgv1.jpeg "(Source: )")
:quality(80)/p7i.vogel.de/wcms/44/a5/44a5af5f4ea7e0e60fe12275258b5ef8/ukrainian-drone-operators-1600x899v1.png "“Sometimes FPV pilots are supported by reconnaissance drone teams, but sometimes they operate blindly”, said a Ukrainian FPV pilot known by the callsign “Karat” who was invited to NATO exercises on the Swedish island of Gotland in early 2026. He continued: “Western militaries cannot fully understand what that is like. You have to see it with your own eyes.” (Source: Ministry of Defence of Ukraine)")
:quality(80)/p7i.vogel.de/wcms/6e/c1/6ec164f8f6b854640f9441f24922d8d1/robertwaghorn-jet-2974131-4777x2687v1.jpeg "(Source: Robert Waghorn on Pixabay)")
:quality(80)/p7i.vogel.de/wcms/4e/ca/4ecaa39f247490eded591b652c33aee3/thilmann-hcp-web-20kleiner-20ausschnitt-1442x811v1.jpeg "Entering the defence market can be challenging for start-ups, says HCP Sense CEO Ansgar Thilmann. (Picture: HCP Sense)")
:quality(80)/p7i.vogel.de/wcms/7a/51/7a511b80041d3f1335f3a5aa56fe75da/delivery-7022432-1280-1280x720v1.png "(Source: Mohamed_hassan)")
:quality(80)/p7i.vogel.de/wcms/f9/2f/f92f1ef8c739c34c70d99f7b0997621b/stra007-20--20cover-20image-5472x3076v1.jpeg "(Source: Stratasys)")
:quality(80)/p7i.vogel.de/wcms/5e/18/5e184e4961f190c86a1ea3227104cab5/26pm03-20kompakte-20l-c3-b6sungen-20f-c3-bcr-20luft--20und-20raumfahrt-202-2362x1329v1.jpeg "(Picture: Keysight)")
:quality(80)/p7i.vogel.de/wcms/ec/a9/eca9062ccbe4b042f8515846340410d8/aerospace-and-defence-stairways-platforms-and-much-morev1.jpeg "Modular constructions enable flexible modification. That applies to larger structures such as stairways and platforms, too. And that means aerospace and defence companies can reconfigure their maintenance platforms fast (itemitem)")
:quality(80)/p7i.vogel.de/wcms/30/2a/302a7b5723ad38fbde812fd3a468ad04/safety-on-stairways-in-industry-key-considerationsv1.jpeg "Stairways and platforms are used widely in maintenance and assembly areas in the aerospace and defence sectors. (Source: item)")
:quality(80)/p7i.vogel.de/wcms/f3/4e/f34ed744bb30817d3432c7ad522e6f30/engine-1v1.jpeg "Engineering with aluminium profiles really can be this easy – the item Engineeringtool and its smart functions help you save valuable time. (Source: item)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/84700/84735/65.jpg "logo_item_rgb_neu.jpg ()")
: Jens Ilg (Business Development, Aerospace & Composites MAPAL), Alexander Follenweider (Component Manager Aerospace & Composites MAPAL), Stefan Diem (application engineer bavius) and Dominik Merz (Director Global Sales bavius). In the foreground is the fixture used for clamping.(Source: MAPAL Dr. Kress SE & Co. KG)")

")

:quality(80)/p7i.vogel.de/wcms/c7/82/c782ccb3861b875c55e3fd8aabb83a8e/0130228350v1.jpeg "Proudly presenting the finished sample component in front of the \"AeroCell 160 | 400\" (from left): Jens Ilg (Business Development, Aerospace & Composites Mapal), Alexander Follenweider (Component Manager Aerospace & Composites Mapal), Stefan Diem (Application Technician Bavius), and Dominik Merz (Director Global Sales Bavius). In the foreground, the fixture used for clamping. (Image:Mapal)")
:quality(80)/p7i.vogel.de/wcms/d5/8a/d58aa4c789d793f59768eeab5a523dd6/0116023398v1.jpeg "For testing purposes, bavius has clamped a large aluminum plate in the machine. The milling of full slots determines the maximum possible cutting parameters. (Image:bavius)")