Aerospace components are exposed to extreme environments. Uncontrolled surface finishes and bores with burrs and sharp edges are unsuitable for use under such conditions. Sonplas offers an efficient solution with its 'HydroEROsive' (HERO) process, in which an abrasive‑laden fluid is pumped at high pressure through the internal geometry of a workpiece.
Sonplas offers various equipment concepts for hydroerosive processing.
(Source: Sonplas GmbH)
Deburring or calibrating bores in aerospace components can be extremely challenging. Parts are often made from specialised materials such as high‑performance composites, and they must meet demanding operational and technical requirements. “To achieve extremely smooth surface topographies, we offer our HERO process,” says Werner Riederer, sales engineer at Sonplas GmbH in Straubing, Bavaria. With this flow‑abrasive process, internal bore transitions can be deburred or edge‑rounded efficiently and — crucially — in a controlled manner. This both improves high‑pressure resilience (reducing wear at high pressures or slowing it substantially) and effectively performs an artificial pre‑ageing of the component. The user benefits from consistent performance over the part’s entire service life.
An abrasive‑laden fluid flows through the component like liquid sandpaper, following the internal bore transitions or geometry. Werner Riederer explains: “If a bore feeds into a bore of smaller diameter, a sharp edge forms at the diameter reduction where abrasive particles accumulate under high pressure. This leads to material removal. The effect depends on the fluid pressure and on the abrasive particles used.”
A broad range of workpieces can be processed. “The decisive factor is always the bore size to be treated. Our systems can grind bores with diameters from 0.1 mm up to 5 mm,” says Riederer. Workpieces may be made of steel or stainless steel, but aluminium, magnesium and precious metals such as gold, silver or platinum are also possible. Carbides, glass, ceramics, plastics and fibre‑reinforced composites can likewise be treated.
First, the properties of the process medium are tailored to the requirements of the part to be processed: the optimal rheological specification is defined to achieve the desired flow rates, geometries and rounding radii. Depending on the application, the media are formulated as mineral‑oil‑based or water‑based and adjusted to viscosities from 0.5 up to several 10,000 mPa·s. The type, concentration and particle‑size distribution of the abrasives in the medium largely determine the achievable removal rate and the surface quality of the parts. Highly abrasive ceramics such as boron carbide or aluminium oxide — and even synthetic diamond — can be used as the abrasive grain.
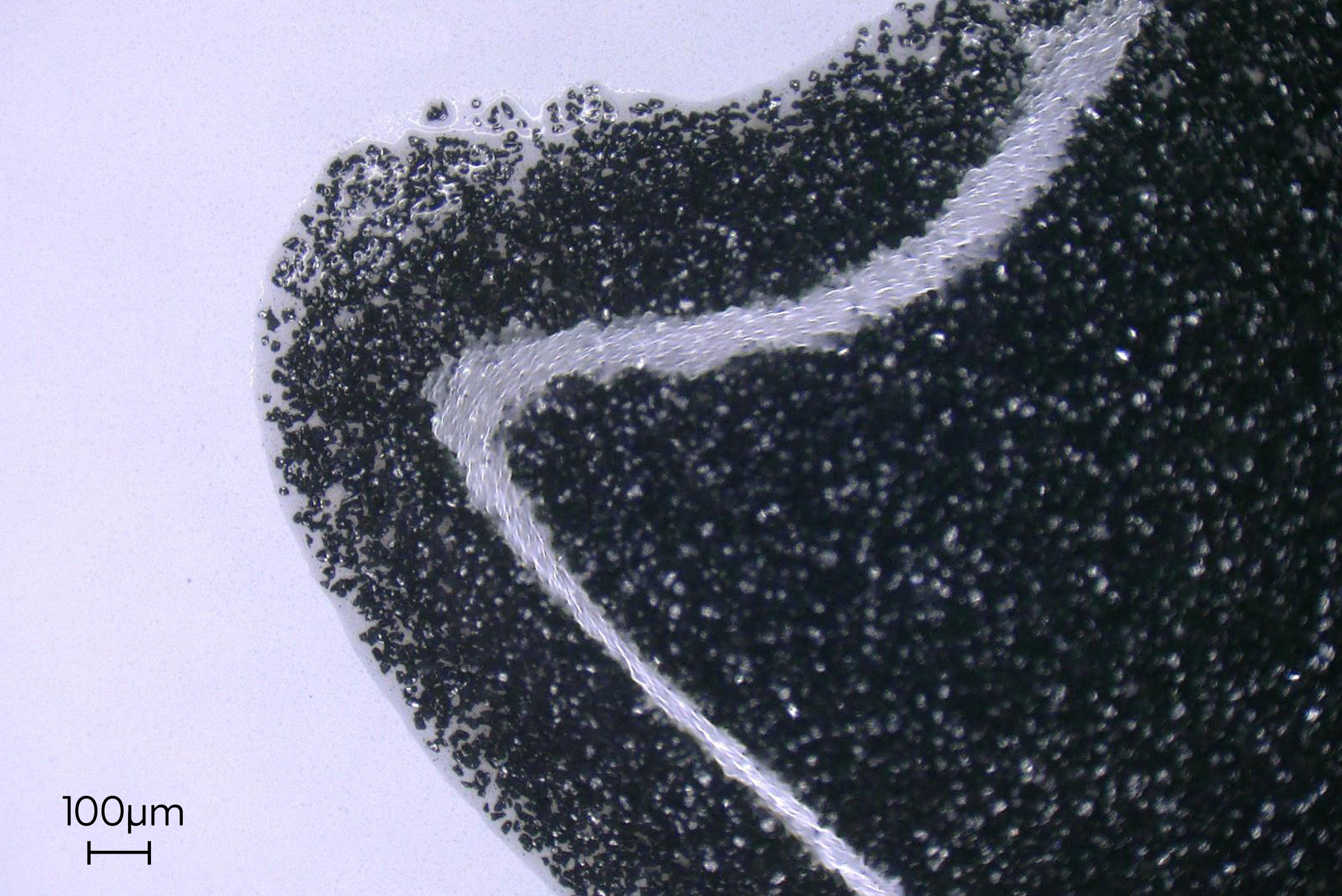
Before–after: example of hydroerosive processing shown using negative impressions. Material: aluminium.
(Source: Sonplas GmbH)
“This versatility allows us to process parts with cycle times optimised for production,” Riederer says. Through targeted additives, the grinding fluids also act as effective corrosion protection for the customer parts. Good wetting properties and compatibility with rinsing and inspection fluids also allow particles that cannot otherwise be removed to be washed out with ease. Intelligent process engineering makes it possible to meet required cleanliness classes according to VDA 19 / ISO 16232. Users thus profit from a holistic process that can eliminate further costly processing steps.
Sonplas also offers a water‑based version of the conventional process medium. This has several advantages: it is environmentally friendly and hygienic, has a lower CO2 footprint, and — because it does not endanger groundwater — disposal costs are lower.
In addition to edge‑rounding and deburring, the HERO process can also be used to calibrate the flow rate of bores. For this purpose the operator selects a low‑viscosity fluid. “We place the component in our system, round off the entry edges of the injection holes and increase the flow by 10 to 40 per cent,” explains Werner Riederer. This offers a decisive advantage: after mechanical erosion the bore accuracy is around ±3 per cent, whereas following the HERO process it is a process‑secure ±1 per cent. Hydroerosive machining therefore allows the user to calibrate flow rates on their components to a very high degree of precision. The operator can monitor the rising flow online throughout the process, set the required value exactly and establish flow tolerances in a process‑reliable manner.
Date: 08.12.2025
Naturally, we always handle your personal data responsibly. Any personal data we receive from you is processed in accordance with applicable data protection legislation. For detailed information please see our privacy policy.
Consent to the use of data for promotional purposes
I hereby consent to Vogel Communications Group GmbH & Co. KG, Max-Planck-Str. 7-9, 97082 Würzburg including any affiliated companies according to §§ 15 et seq. AktG (hereafter: Vogel Communications Group) using my e-mail address to send editorial newsletters. A list of all affiliated companies can be found here
Newsletter content may include all products and services of any companies mentioned above, including for example specialist journals and books, events and fairs as well as event-related products and services, print and digital media offers and services such as additional (editorial) newsletters, raffles, lead campaigns, market research both online and offline, specialist webportals and e-learning offers. In case my personal telephone number has also been collected, it may be used for offers of aforementioned products, for services of the companies mentioned above, and market research purposes.
Additionally, my consent also includes the processing of my email address and telephone number for data matching for marketing purposes with select advertising partners such as LinkedIn, Google, and Meta. For this, Vogel Communications Group may transmit said data in hashed form to the advertising partners who then use said data to determine whether I am also a member of the mentioned advertising partner portals. Vogel Communications Group uses this feature for the purposes of re-targeting (up-selling, cross-selling, and customer loyalty), generating so-called look-alike audiences for acquisition of new customers, and as basis for exclusion for on-going advertising campaigns. Further information can be found in section “data matching for marketing purposes”.
In case I access protected data on Internet portals of Vogel Communications Group including any affiliated companies according to §§ 15 et seq. AktG, I need to provide further data in order to register for the access to such content. In return for this free access to editorial content, my data may be used in accordance with this consent for the purposes stated here. This does not apply to data matching for marketing purposes.
Right of revocation
I understand that I can revoke my consent at will. My revocation does not change the lawfulness of data processing that was conducted based on my consent leading up to my revocation. One option to declare my revocation is to use the contact form found at https://contact.vogel.de. In case I no longer wish to receive certain newsletters, I have subscribed to, I can also click on the unsubscribe link included at the end of a newsletter. Further information regarding my right of revocation and the implementation of it as well as the consequences of my revocation can be found in the data protection declaration, section editorial newsletter.
The water‑based abrasive medium offers several advantages — among them that it is environmentally friendly and hygienic.
(Source: Sonplas GmbH)
Whether deburring, edge‑rounding or calibrating, the hydroerosive process provides three distinct application options. By adjusting the respective process parameters, the operator can meet the differing machining requirements reliably and reproducibly. “The process thus fulfils all drawing‑ and component‑specific requirements,” says Sonplas expert Riederer.
Tailor‑made systems
Sonplas also equips its systems with rotary tables so that processes such as grinding, rinsing and/or flow measurement run in parallel. Depending on the requirement, each component can pass through up to eight stations. The slowest operation dictates the cycle time. The customer can configure their bespoke machine modularly to meet specific needs and can subsequently add process stations such as rinsing or measurement units. Databases and MES systems can be integrated. Appropriate component markings (DMC/data‑matrix codes) enable full traceability of machining and process data. “Flow control and master parts, which the integrated software feeds into the process at defined intervals and checks regularly, are also available,” says Werner Riederer.
Werner Riederer, Sales / Key Account Manager and point of contact for hydroerosive processing.
(Source: Sonplas GmbH)
Because the systems operate as closed processes, user errors are effectively eliminated. The human operator only needs to load parts manually or change pallets when required — the process then runs automatically. For higher volumes automatic loading is also possible, for example by means of a robotic loading module. “This allows us to link processes together,” Riederer explains. For instance, the loading module can be positioned after erosion or laser drilling and before HERO processing. The customer then simply places the blank in the system and collects the drilled, deburred or calibrated component from the other end, neatly stacked on a pallet. “We deliver everything from simple development machines to production‑ready, high‑volume systems, depending on customer requirements,” emphasises Werner Riederer.
:quality(80)/p7i.vogel.de/wcms/7a/62/7a6234d6f489a80a6a12867d77131ede/cadfem-blueprint-tal-berioli-mit-mo-1920x1079v1.jpeg "Blueprint Talk with (from left to right) Christoph Spranger, Yvonne Weitsch, Matteo Berioli and host Sarah Yvonne Elsser. (Source: CADFEM Germany GmbH / Nadine Wilhelm Fotografie)")
:quality(80)/p7i.vogel.de/wcms/96/b5/96b5f7f5f6c4fb4792a5ab32d0f80052/exercise-noble-jump-23-tank--engineer--infantry--medic-training---wisent-2-norwegian-army--2-1000x563v1.webp "FFG's Wisent 2 armoured recovery vehicle during Exercise Noble Jump 2023. Deutz plans to acquire the Flensburg-based defence specialist in its largest acquisition to date. (Photo: OR-2 Synne Nilsson, U.S. Army (Public Domain), via DVIDS/Wikimedia Commons)")
:quality(80)/p7i.vogel.de/wcms/df/82/df826148f35f20a976d6d249299f3580/advertorial-eviom-960x540-1672x940v1.png "(Quelle: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/01/d2/01d2f4973a407a7d3d0e2b6a24c8b97f/deutschlandfonds-877x493v1.jpeg "German Finance Minister Lars Klingbeil, Economy Minister Katherina Reiche and KfW CEO Stefan B. Wintels present Germany’s new state-backed investment framework, laying the financial groundwork for a new generation of DefenceTech startups. (Source: KfW/Thomas Meyer/Ostkreuz)")
:quality(80)/p7i.vogel.de/wcms/1c/af/1caf95af66a2c53008271adfd09af864/0132348702v1.jpeg "With its system solutions for the series production of drone components and electric drive systems, Grob supports manufacturers on their journey from prototype production to industrial series production. (Source: Grob-Werke)")
:quality(80)/p7i.vogel.de/wcms/b2/21/b2217f161496c7a48311130879b84933/0132412565v1.jpeg "EOS can rejoice, as the demand for engine systems from its customer Beehive Industries (one is seen in the picture) from the USA is rising as a result of global crises. Now there has been a nice order for 3D printers ... (Source: N. Leach-Proffer)")
:quality(80)/p7i.vogel.de/wcms/d2/bc/d2bc582469c6cc40185afadbdcfc1de1/kloeckner-20metals-20germany-20er-c3-b6ffnung-20h-c3-bcrth-20ambo-20stahl-20h-c3-bcrth-pressefoto005-4000x2249v1.jpeg "(Source: Kloeckner Metals Germany GmbH)")
:quality(80)/p7i.vogel.de/wcms/29/57/2957386c9f15d8ee16b07f95523834d5/cuby-5-deployment-20-28-c2-a9-20oliver-20ruf-20s4-20gmbh-20-20w-c3-bcrzburg-20-20-20credits-20spacex-20videostream-29-1920x1079v1.png "At the top left, CuBy-5 is being deployed from the container attached to the rocket. (Source: Oliver Ruf S4 GmbH Würzburg, credits: SpaceX videostream)")
:quality(80)/p7i.vogel.de/wcms/3f/46/3f467afcad036bbf7daa8c3c7a01ccb2/dsc00150-1920x1079v1.jpeg "Designed around a fully European supply chain and minimal logistical footprint, Reliant will now compete for major global contracts. (Source: Quantum-Systems GmbH)")
:quality(80)/p7i.vogel.de/wcms/ee/20/ee20c1cd9f46bf8913d18bd2fd2b6a52/0132412565v1.jpeg "EOS has reason to celebrate, as demand for the engine systems from its U.S. customer Beehive Industries (one of which is shown in the picture) is on the rise due to the global crises. Now the company has received a nice order for 3D printers. (Source: N. Leach-Proffer)")
:quality(80)/p7i.vogel.de/wcms/29/31/29316aba4f27ae1b93a8cb31104c6c1b/valkyrie-drone-2048x1151v1.jpeg "Kratos XQ 58A Valkyrie, a stealthy unmanned combat high subsonic UAV being integrated into European concepts for “loyal wingman” drones working alongside crewed jets, with Airbus as a key partner. (Source: Airbus Defence and Space GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/78/4978ff9dbea15de343a95232a4ef6924/0132290829v1.jpeg "Work on the travel motor glider \"Taifun 17 H₂\": Research associate Jan Hußlein, engineer Tom Wollin, dean Prof. Dr. Johannes Paulus, and master’s student Sebastian Stenger (from left to right) (Source: Eva Kaupp | THWS)")
:quality(80)/p7i.vogel.de/wcms/cf/d5/cfd5ef0e30297293527b9891ba134109/de-buch-ki-a5-260702-ebook-titel-lowres-874x492v1.jpeg "(Source: Vogel Communications Group GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/34/04/3404f9381a137f50c68b42dd76875da1/swi499-20--20ic-20image-3837x2160v1.jpeg "(Source: SWINDON SILICON SYSTEMS LTD)")
:quality(80)/p7i.vogel.de/wcms/28/9a/289aa7b22d6ee746edd407acf4113753/public-sector-and-defense-5120x2877v1.jpeg "(Source: Atos)")
:quality(80)/p7i.vogel.de/wcms/64/1d/641da1ecd6aa1147b21cb9a628bca55e/03-02-visuel-land-fullres-2026-07--prs-core-module-radio-b-2-1294x728v1.png "(Source: Thales)")
:quality(80)/p7i.vogel.de/wcms/04/3b/043bb9d3cac1b001c57ac67fe627baf2/jpgv1.jpeg "(Source: )")
:quality(80)/p7i.vogel.de/wcms/44/a5/44a5af5f4ea7e0e60fe12275258b5ef8/ukrainian-drone-operators-1600x899v1.png "“Sometimes FPV pilots are supported by reconnaissance drone teams, but sometimes they operate blindly”, said a Ukrainian FPV pilot known by the callsign “Karat” who was invited to NATO exercises on the Swedish island of Gotland in early 2026. He continued: “Western militaries cannot fully understand what that is like. You have to see it with your own eyes.” (Source: Ministry of Defence of Ukraine)")
:quality(80)/p7i.vogel.de/wcms/6e/c1/6ec164f8f6b854640f9441f24922d8d1/robertwaghorn-jet-2974131-4777x2687v1.jpeg "(Source: Robert Waghorn on Pixabay)")
:quality(80)/p7i.vogel.de/wcms/4e/ca/4ecaa39f247490eded591b652c33aee3/thilmann-hcp-web-20kleiner-20ausschnitt-1442x811v1.jpeg "Entering the defence market can be challenging for start-ups, says HCP Sense CEO Ansgar Thilmann. (Picture: HCP Sense)")
:quality(80)/p7i.vogel.de/wcms/7a/51/7a511b80041d3f1335f3a5aa56fe75da/delivery-7022432-1280-1280x720v1.png "(Source: Mohamed_hassan)")
:quality(80)/p7i.vogel.de/wcms/f9/2f/f92f1ef8c739c34c70d99f7b0997621b/stra007-20--20cover-20image-5472x3076v1.jpeg "(Source: Stratasys)")
:quality(80)/p7i.vogel.de/wcms/5e/18/5e184e4961f190c86a1ea3227104cab5/26pm03-20kompakte-20l-c3-b6sungen-20f-c3-bcr-20luft--20und-20raumfahrt-202-2362x1329v1.jpeg "(Picture: Keysight)")
:quality(80)/p7i.vogel.de/wcms/ec/a9/eca9062ccbe4b042f8515846340410d8/aerospace-and-defence-stairways-platforms-and-much-morev1.jpeg "Modular constructions enable flexible modification. That applies to larger structures such as stairways and platforms, too. And that means aerospace and defence companies can reconfigure their maintenance platforms fast (itemitem)")
:quality(80)/p7i.vogel.de/wcms/30/2a/302a7b5723ad38fbde812fd3a468ad04/safety-on-stairways-in-industry-key-considerationsv1.jpeg "Stairways and platforms are used widely in maintenance and assembly areas in the aerospace and defence sectors. (Source: item)")
:quality(80)/p7i.vogel.de/wcms/f3/4e/f34ed744bb30817d3432c7ad522e6f30/engine-1v1.jpeg "Engineering with aluminium profiles really can be this easy – the item Engineeringtool and its smart functions help you save valuable time. (Source: item)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/84700/84735/65.jpg "logo_item_rgb_neu.jpg ()")
")
:quality(80)/p7i.vogel.de/wcms/ce/a3/cea3f24e13c653844431c5fcbcfae888/acm-2025-01-708-04v1.jpeg "The example shows an aluminium component before and after hydroerosive processing.(Source: Sonplas GmbH)")
:quality(80)/p7i.vogel.de/wcms/85/1c/851c9d6568650cbf7b8b99ed06f29f41/acm-2025-01-708-02v1.jpeg "Before–after: example of hydroerosive processing. Here, the injector’s spray holes in a nickel‑base alloy have been edge‑rounded.(Source: Sonplas GmbH)")
:quality(80)/p7i.vogel.de/wcms/1e/bf/1ebf799fe8792db5ce51bdd7b66a7faa/acm-2025-01-708-07v1.jpeg "The example shows a titanium component before and after hydroerosive processing.(Source: Sonplas GmbH)")
:quality(80)/p7i.vogel.de/wcms/a3/2c/a32cc7bde73a983d4fb9e8325b0a3882/acm-2025-01-708-03v1.jpeg "(Source: Sonplas GmbH)")
")

:quality(80)/p7i.vogel.de/wcms/1c/90/1c909a6a0c80f73a5f280a407041f811/ecoclean-fb-20hpo-1-v-2100x1181v1.jpeg "ecoclean-fb-20hpo-1-v-2100x1181v1 (Picture: Ecoclean)")
:quality(80)/p7i.vogel.de/wcms/8c/0e/8c0ea01ad72c9ecee5d6519159318b74/bild1-464x261v1.jpeg "Sonplas test benches enable variable test and environmental conditions for realistic aerospace component simulations. (Source: Sonplas )")